
1. Standartinės ir nestandartinės produkcijos planų sudarymo skirtumai
Gamybos planavimas nestandartinių, -pritaikomų klientų poreikiams ir projektinių, gaminių gamyboje, kur dažniausiai gaminami pagal vienetinius klientų užsakymus arba užsakymus mažomis partijomis, smarkiai skiriasi nuo standartinių masinių gaminių gamybos planavimo ir yra daug sudėtingesnis.
Žinomi gamybos planavimo automatizavimo sprendimai pritaikyti serijinių gaminių planavimui ir nelabai tinka nestandartinei gamybai.
Pav., planuojant masinę gamybą sprendžiami tokie klausimai kaip kiek produkcijos gaminti kad jos nepritrūktų būsimai paklausai patenkinti, kokio dydžio turi būti laikomos sandėlyje medžiagų atsargos.
Tuo tarpu nestandartinės produkcijos atveju tai visiškai neaktualu, nes gamybos planas sudaromas iš klientų užsakymų, kurie gaunami kiekvieną dieną, o medžiagos didžia dalimi perkamos kai gaunamas kliento užsakymas ir tik tada sužinoma kokių medžiagų jam reikia. Turėti sandėliuose visų galimų medžiagų, kurių gali niekada ir neprireikti įmonei neapsimoka.
Gamybos proceso planavimo problemos standartinėje ir nestandartinėje gamyboje taip pat skiriasi.
Standartinės produkcijos gamybos laikai paprastai iš anksto žinomi, apimtys didelės, todėl galima nesunkiai apskaičiuoti ir sudaryti gan pastovius planus kiekvienam darbo centrui, kuriuos kontroliuoti, palyginus, nesunku. Todėl planą galima sudaryti net ir rankiniu būdu Excel programoje arba Ganto kalendoriniuose grafikuose, ranka pažymint kokias užduotis kokiomis savaitėmis ar mėnesiais vykdytas kiekvienas darbo centras, pav., surinkimo konvejeris ar pakavimo linija.
Tuo tarpu nestandartinėje gamyboje planai pastoviai keičiasi, kartais ne po kelis kartus per dieną dėl skubių užsakymų ir pan., užsakymų labai daug ir jis visi skirtingi, todėl vienais laiko tarpais labiau apkrauti darbu vieni įrengimai, o kitais-kiti. Gamybos siauros vietos keičiasi laike, todėl rankiniais metodais praktiškai neįmanoma gerai suplanuoti gamybą, kad visi darbuotojai būtų užimti tolygiai, o jei ir pavyktų tokį grafiką sudaryti, tai jau kitą dieną reikėtų jį keisti.
Be to, ir kontroliuoti kaip kiekvienas darbo centras vykdo planus, ar nenukrypsta nuo jų ne tik būtų sudėtinga bet ir neturėtų prasmės, nes ne dėl darbininko kaltės planai keičiami atsiradus skubiems užsakymams.
Dėl aukščiau paminėtų gamybos planavimo sunkumų, mažos ir vidutinės gamybos įmonės, gaminančios nestandartinę produkciją, planavimą vis dar atlieka pusiau rankiniu būdu Excel pagalba.
Dėl šios ir kitų priežasčių gamybos efektyvumas tokių įmonių 30% ir daugiau procentų mažesnis palyginus su masine gamybą vykdančiomis įmonėmis.
2. Nestandartinės gamybos planavimo problemos
Galima išskirti šešias pagrindines nestandartinės gamybos problemas, dėl kurių sunku planuoti gamybą bei ir automatizuoti gamybos planavimą:
1) Pradinių duomenų reikalingų gamybos planavimui nebuvimas
2) Skubus užsakymai ir dėl to pastovus planų keitimas
3) Pastoviai besikeičiantis darbo centrų apkrovimas laike
4) Sunkumai užregistruoti darbų įvykdymą.
5) Gamybos proceso planavimas priklauso nuo medžiagų tiekimo, kuris savo ruožtu priklauso nuo gamybos proceso plano
6) Gamybos proceso planavimas priklauso nuo konstruktorinių ir technologinių darbų planavimo ir atvirkščiai
Pradinių duomenų trūkumas gamybos planavimui
Jei standartinių gaminių gamyboje iš anksto pagaminamas bandomasis gaminys ir jam išmatuojami gamybos operacijų laikai bei reikalingų gamybai medžiagų kiekiai, tai nestandartinių gaminių gamybos atveju galimybės taip gauti pradinius duomenis planavimui nėra, kadangi jis užsakomas pirmą ir vienintelį kartą.
Planų keitimas dėl skubių užsakymų
Jei standartinėje gamyboje vieną kartą suplanavus kas bus gaminama, sudaryto plano maksimaliai laikomasi, tai nestandartinėje gamyboje jis dažnai keičiamas gavus skubius klientų užsakymus.
Skubūs užsakymai atsiranda dėl įvairiausių priežasčių. Už tokių užsakumų gamybą paprastai daugiau mokama, o jei įmonė nesutinka jų atlikti skubiai, tada jie dažniausiai prarandami, nes klientai ieško kitos įmonės, kuri galėtų įvykdyti skubų užsakymą. Todėl gamybos įmonės linkusios priimti tokius užsakymus ir keisti anksčiau priimtų užsakymų gamybos planus.
Pastoviai besikeičiantis darbo centrų apkrovimas laike
Įmonės, kurios gamina nestandartinę produkciją, gamina daug įvairių gaminių, kurių poreikis laike atsitiktinai kinta priklausomai nuo klientų užsakymų. Kadangi vieniems gaminiams reikia daugiau atlikti vienas gamybos operacijas, o kitiems kitas, tai nevienodai laike užkraunami ir tas operacijas atliekantys įrengimai.
Pav., įmonėje gaminančioje įvairius metalo gaminius vienu metu gali turėti daugiau darbo suvirintojai, o kitu metu,- nuožulnų nuėmėjai, arba dažymo kamera. Tai reiškia kad tam tikromis dienomis gamybos siaura vieta bus suvirintojai, o kiti turės nepakankamai darbo, o kitomis dienomis bus perkauti darbu nuožulnų nuėmėjai. Jei tie svyravimai didelį, gamybos vadovai tai gali nesunkiai pastebėti ir juos sureguliuoti įvairiomis priemonėmis, tačiau esant mažesniems apkrovimo svyravimams, tai sunkiau pastebėti, tuo labiau, kad darbininkai prisitaiko prie tokio svyruojančio apkrovimo sulėtindami savo darbo tempą, jei mato kad kiti darbo centrai nespės pateikti jiems pakankamai darbo.
Sunkumai užregistruoti darbų įvykdymą
Tam kad gerai planuoti gamybos procesą, reikia turėti informaciją ne tik apie klientų užsakymų neįvykdytas gamybos operacijas bet ir apie įvykdytas. Tačiau užregistruoti gamybos operacijų įvykdymą, kai užsakymų per dieną įvykdoma daug, užima nemažai laiko, todėl tai daryti dažniausiai neapsimoka. Registruojamas tik galutinio produkto įvykdymas, ir tai, dažnai su dideliu pavėlavimu. Todėl, neturint operatyvios informacijos kokias užduotis jau atliko darbo centras, neįmanoma sudaryti aktualų darbų planą.
Gamybos planavimo sunkumai dėl tiekimo
Kadangi gaminant nestandartinius gaminius medžiagos dažnai jiems užsakomos kai gaunamas kliento užsakymas, tai gamybos terminai priklauso nuo medžiagų pristatymo terminų.
Galima būtų užsisakyti medžiagas, sužinoti jų pristatymo terminus ir tada planuoti gamybą, tačiau yra dvi priežastys kodėl tai ne visada galima.
Pirmiausia, kai kurie klientai, dar nepateikę užsakymo, nori sužinoti kada įmonė galėtų įvykdyti užsakymą ir tai suplanuoti reikia operatyviai.
Antra, siekiant taupyti lėšas medžiagoms, tikslinga jas užsakyti tada, kai jos bus reikalingos. Kitaip gali atsitikti taip, kad medžiagos jau pristatytos, tačiau dar neatėjo eilė gaminti užsakymo, nes yra skubesnių užsakymų.
Todėl medžiagų tiekimo terminus reikia planuoti jau žinant gamybos pradžios terminus, kurie, savo ruožtu, priklauso nuo tiekimo terminų.
Gamybos planavimo sunkumai susiję su konstruktorinių darbų planavimu
Gaminant masinę produkciją, naujų gaminių konstravimo darbai atliekami prieš pradedant jų gamybą ir nėra tiesiogiai susiję viename procese su užsakymo priėmimų ir jo vykdymu.
Nestandartinėje gamyboje konstravimo darbai yra kliento užsakymo vykdymo proceso dalis, todėl kol nebus paruošta konstruktorinė dokumentacija negalima nei pradėti gaminti nei užsakyti medžiagas.
Todėl nestandartinėje gamyboje planuojant klientų užsakymų gamybos procesą pirmiausia reikalinga suplanuoti konstruktorių darbus. Kadangi dažnai susidaro konstruktorinių darbų eilė, tai kad suplanuoti kuriuos darbus konstruktoriai turi atlikti pirma, reikia žinoti, kuriuos užsakymus ir kada planuojami pradėti gaminti kad visas užsakymas būtų įvykdytas laiku.
Tai tik dalis nestandartinės gamybos planavimo problemų, tačiau ir iš jų matosi, kodėl taip sunku automatizuoti nestandartinių gaminių gamybą.
3. Gamybos planavimo automatizavimo sprendimai
Nestandartinės gamybos planavimo automatizavimas tapo įmanomas tik automatizavus kitus tokių įmonių valdymo procesus:
● Komercinių pasiūlymų ir užsakymų priėmimo procesą, kuriuo metu įvedus pageidaujamas gaminio technines charakteristikas arba importavus iš skaitmeninio projektavimo programos (CAD) sukonstruoto gaminio techninius duomenis programa sukuria trūkstamus duomenis gamybos valdymui ir planavimui
● Tiekimo valdymo procesą, iš kurio programa gauna medžiagų tiekimo terminus
● Gamybos valdymo procesą,(užsakymų perdavimo į darbo centrus vykdymui, įvykdymo patvirtinimo, medžiagų ir pagamintos produkcijos automatinės apskaitos), iš kurio programa gauna duomenis apie įvykdytus darbus ir “sužino” medžiagų likučius sandėliuose
● Konstruktorinių darbų valdymo procesą, iš kur programa gauna duomenis apie stovinčius eilėje, vykdomus ir įvykdytus konstruktorių darbus.
Automatizavus šiuos procesus sistemoje atsiranda visi reikalingi gamybos planavimui ir operatyviam perplanavimui duomenys, todėl planų sudarymui nereikia rankiniu būdu įvesti kokių nors duomenų.
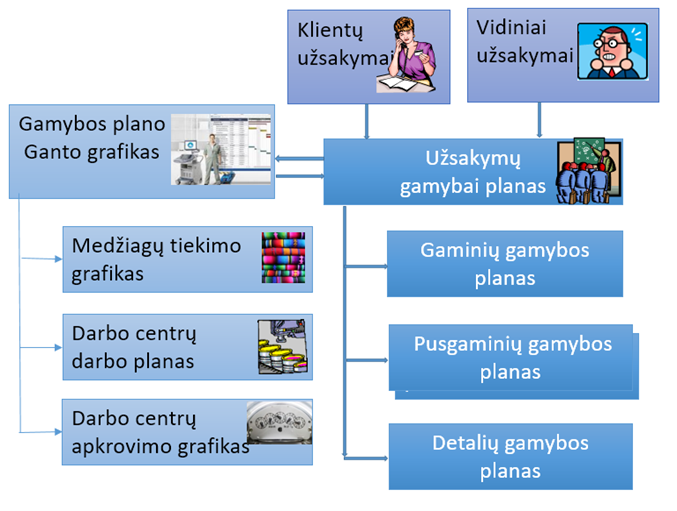
Kad efektyviai valdyti gamybą reikalingas ne vienas o keli planai- pirmiausiai ką gaminti, t.y. kokius gaminius ir jiems reikalingus pusgaminius, antra, kada ir su atlikti jų gamybos operacijas.
Panagrinėkime šių planų sudarymo automatizavimo būdus.
3.1. Produkcijos planų sudarymo automatizavimo sprendimai
Gamybos planas iš klientų užsakymų
Planą ką ir iki kada reikia pagaminti pavadinkime produkcijos planu. Gaminant pagal klientų užsakymus, iš jų ir sudaromas šis planas. Per programą ruošiant komercinį pasiūlymą ir iš jo patvirtinant užsakymą gamybai automatiškai suformuojamas produkcijos planas.
Ką gaminti bei iki kada užsako klientas. Tačiau, kadangi įmonės ne visada gali pageidaujamu terminu pagaminti, tai nustatant terminus kartais kyla problemos, kad įmonė gali nespėti pagaminti iki pageidaujamo termino dėl jau laukiančių eilėje užsakymu. Rankiniu būdu nustatyti kada įmonė galės pagaminti naujai gautą užsakymą ir ar nevėluos kiti užsakymai, jei apsiimsime jį pagaminti pageidaujamu trumpu terminu, dažniausiai neįmanoma, todėl neretai vėluojama įvykdyti užsakymus, o tai kelia klientų nepasitenkinimą, kuris pavirsta įmonės nuostoliais.
Termino nustatymas pagal suplanuota įrengimų apkrovimo kalendorinį grafiką
Padėti nustatyti kada galima bus pagaminti naują užsakymą ir ar nevėluos kiti užsakymai priėmus skubų užsakymą gali padėti gamybos planavimo programa.
Parodydama plane iki kada užimti gamybos įrengimai, programa padeda vadybininkui nuspręsti kada pažadėti klientui kad užsakymas bus įvykdytas.
Potencialaus užsakymo gamybos termino planavimas
Jei užsakymas skubus ir jį reikia pagaminti iki tam tikros datos, tada komercinio pasiūlymo derinimo metu galima bendrame gamybos plane detaliai jį suplanuoti . Perplanavusi gamybą su nauju potencialiu užsakymu programa parodys grafinėje formoje ar nepradės vėluoti kiti užsakymai.
Jei kiti užsakymai vėluos ir dėl to įmonė gaus baudas, o klientas neutinka nukelti naujo užsakymo termino ir įmonė tada praras šį užsakymą, tada įmonė susiduria su klausimu ką daryti-imti nauja užsakymą ar ne. Nuspręsti ką daryti gali pagelbėti programa,- paskaičiuoti naudingiausią variantą pagal suminį baudų ir papildomo užsakymo pelno kriterijų.
Gamybos įrengimų laiko rezervavimas potencialiam užsakymui
Planavimo programa gali padėti išspręsti dar vieną problemą, kuri kartais iškyla gamybininkams, kai net ir suplanavus terminą naujo užsakymo derinimo stadijoje reikalinga jam užrezervuoti gamybos resursus, kad kol klientas pas save derina pasiūlymą, jų neužimtų kiti užsakymai ir, kai užsakovas šį užsakymą pagaliau patvirtins, įmonė tikrai pajėgtų atlikti jį laiku.
Klientų užsakymų apjungimas į gamybos planus pagal regionus
Kai kurias atvejais, kai pagamintą produkciją reikia nuvežti klientams, klientų užsakymų gamyba organizuojama tam tikrais paketais, suteikiant tą patį gamybinį numerį tiems užsakymams, kurie turi būti išvežti viena mašina. Paprastai į tokius paketus apjungiami arba vieno kliento keli užsakymai arba klientų užsakymai,kurie randasi tame pat regione, kad juos būtų pigiau nuvežti kartu. Programa gali padėti sudaryti tokių užsakymų paketų gamybos planą.
Didelio kiekio kliento užsakytų gaminių skaidymas dalimis
Kartais klientas pateikia didelius užsakymus-daug pozicijų gaminių su dideliais kiekvienos pozicijos kiekiais, tačiau pageidauja,kad užsakymas būtų vykdomas dalimis ir pristatomas skirtingais terminais. Rankiniu būdu išskaidyti tokius užsakymus yra nemažai darbo tuo tarpu programa gali žymiai palengvinti šį darbą ir padėti vesti jų įvykdymo apskaitą.
Užsakymų skaidymas po vieną gaminio vienetą gamyboje
Jei klientai užsako tam tikrus kiekius kiekvienos užsakymo pozicijos gaminių, o gamyba organizuota taip kad kiekvienas gaminys turi būti gaminamas po vieną (pav. mediniai nameliai), tada programa išskaido kliento užsakymą po vieną vienetą ir parodo gamybos plane, iš kurio galima pasirinkti kiekvieną poziciją ir valdyti jo gamybą.
3.2. Pusgaminių gamybos planų sudarymo automatizavimo sprendimai
Jei klientų užsakytų gaminių gamybai pirmiausia reikia pasigaminti pusgaminius, tada programa gali padėti sudaryti pusgaminių gamybos planą.
Sudaryti pusgaminių gamybos planą rankiniu būdu nėra labai paprasta, nes gali prireikti atlikti nemažai skaičiavimų. Tai lengvai gali padaryti gamybos planavimo programa sudarydama pusgaminių planus, kuriuose parodo kokius pusgaminius reikia pagaminti ir kada pradėti jų gamybą, kad klientų užsakymai būtų įvykdyti laiku.
Pusgaminių planai, priklausomai nuo to ar pusgaminiai standartiniai ar nestandartiniai, vieno lygio ar daugialygiai, ar visas kiekis bus gaminamas iš karto ar ne, sudaromi skirtingai. Panagrinėsime detaliau šiuos variantus.
Nestandartiniams gaminiams reikalingų nestandartinių pusgaminių plano sudarymas
Gaminant nestandartinius gaminius kai kurie pusgaminiai gali būti irgi nestandartiniai-tinkami tik vienam gaminiui. Todėl jie turi būti gaminami atskirai kiekvienam užsakymui kai tas užsakymas patenka į gamybos planą.
Nestandartiniams gaminiams reikalingų standartinių pusgaminių planų sudarymas
Kiti pusgaminiai gali tikti keliems gaminiams ir todėl arba gaminami kartu keliems klientų užsakymams arba gali būti pagaminti ir iš anksto. Jei reikalingų klientų užsakymas pusgaminių nėra pagamintų sandėlyje, tada reikalinga paskaičiuoti kiek kokių pusgaminių klientų užsakymams trūksta ir sudaryti jų gamybos planą.
Sandėlio papildymui pusgaminių gamybos plano sudarymas
Jei tam tikrais laikotarpiais įmonė turi mažiau klientų užsakymų, tada įmonės gamina pusgaminių atsargas būsimiems klientų užsakymams. Programa gali suformuoti tokių pusgaminių gamybos planus naudodamasi nustatytomis sandėlio min ir max normomis, patikrinusi sandėlio likučius ir apskaičiuodama kiek reikia pagaminti kad papildyti atsargas iki reikiamo lygio. Šios normos gali būti įvedamos arba rankiniu būdu, arba programa gali jas prognozuoti remdamasi sukaupta jų panaudojimo statistiką už praeitą laikotarpį.
Daugialygių pusgaminių gamybos planų sudarymas
Kai kurie sudėtingiems pusgaminiams gali reikti pagaminti kitus pusgaminius, o šiems dar kitus ir t.t.
Todėl apskaičiuoti ir sudaryti jų gamybos planus kai yra daug klientų užsakymų, kuriems reikia šių pusgaminių rankiniais metodais yra nemažas darbas. Tuo tarpu planavimo programa automatiškai gali sudaryti kiekvieno gaminio komplektacijos lygio atskirus gamybos planus, kurie padeda eilės tvarka pradedant nuo žemiausio lygio organizuoti pusgaminių gamybą.
3.3. Gamybos operacijų planavimo sprendimai ir Ganto grafikai
Tam kad sužinoti kada kliento užsakymas gali būti įvykdytas bei koks kiekvieno darbo centro užduočių planas, reikalinga sudaryti gamybos operacijų planą. Nestandartinėje vienetinėje gamyboje, vykdomoje pagal klientų užsakymus, sudaryti tokį planą dėl didelės jo apimties (šimtai ir tūkstančiai operacijų) rankiniu būdu praktiškai neįmanoma. Dirbant be detalaus plano neįmanoma gerai paskirstyti užduotis kad darbuotojai būtų tolygiai apkrauti darbu, todėl gamybos resursai neretai prastovi ir tai ir yra pagrindinė priežastis dėl kurios nestandartinės gamybos efektyvumas daug mažesnis kaip masinės gamybos.
Tačiau gerai suplanuoti gamybos procesus, kai vienu metu vykdomi šimtai užsakymų sudėtingų gaminių, susidedančių iš daugybės pusgaminių ir gamybos operacijų, yra sudėtingas uždavinys net ir programai.
Kaip rodo mūsų praktika, automatizuojant gamybos proceso planavimą reikalinga įvertinti šiuos faktorius ir išspręsti šias problemas:
1) Kokia eilės tvarka planuoti užsakymų gamybą
2) Ar planuoti kad kuo greičiau įvykdyti užsakymus ar priešingai- nevykdyti jų anksčiau negu sutartas su klientų terminas
3) Įvertinti gaminių struktūrą- kad pirmiau reikia pagaminti žemiausio lygio pusgaminius, po jų aukštesnio lygio ir taip iki galutinio gaminio
4) Kokia eilės tvarka turi būti vykdomas kiekvieno pusgaminio ir gaminių gamybos operacijos
5) ar tik tam tikra gamybos operaciją pabaigus visam užsakymo pusgaminių ar gaminių kiekiui planuoti sekančią operaciją ar anksčiau,-pagaminus dalį kiekio
6) ar iš karto, baigus vieną operaciją, gautiems ruošiniams gali būti vykdoma sekanti operacija, ar reikalinga kurį tai laiką palaukti (pav. kol atvės detalė po kaitinimo)
7) ar vieno gamybos užsakymo operaciją atlikęs įrengimas iš karto gali būti naudojamas kitam užsakymui ar turi plaukti, kol bus atlikta ant kito įrengimo sekanti operacija (kaip pav., po maišymo operacijos išpilstymo operacija)
8) koks gamybos įrengimų darbo laikas-nuo kada iki kada jie dirba, kokiomis dienomis, ar galima planuojant keisti įrengimų darbo laiką
9) ar įrengimas nesugedęs, jei sugedęs kada jį planuojama pataisyti
10) kokie darbuotojai gali (moka) dirbti su kokiais įrengimais
11) kiek laiko reikalinga įrengimui paruošti, kad pradėti vykdyti naują užsakymą
12) ar įrengimo užėmimo laikas įvykdyti tam tikrą operaciją priklauso tiesiogiai nuo užsakymo gaminių kiekio ar ne (kaip pav, dažymas ir pan.)
13) ar yra sandėlyje reikalingų užsakymo gamybai medžiagų ar jų reikia tam tikrą laiką laukti kol jos gali būti atvežtos
14) ar yra jau anksčiau pagaminti sandėlyje reikalingi užsakymo gamybai pusgaminiai ar reikia gaminti ir kokią dalį jei yra ne visi
15) Kada suplanuota baigti atlikti konstravimo darbus, nes tik tada galima pradėti planuoti gamybos procesą
Taip pat reikalingas kriterijus kada laikyti kad suplanuotas planas geresnis už kitus galimus variantus.
AIVA realizuotas gamybos planavimo modulis įvertina visus aukščiau aprašytus faktorius is suplanuoja užsakymų gamybos procesą pagal kriterijų kad visi esantys tuo metu sistemoje užsakymai būtų pagaminti per trumpiausią laiką ir užsakymai nevėluotų.
Naudojant šį kriterijų sukurti euristiniai matematiniai algoritmai, kurių pagalba sudaromas optimalus gamybos planas.
Gamybos planas atsako į šiuos aktualius gamybai klausimus:
1) kada klientų užsakymai galės būti pagaminti ir ar nevėluos gamybos terminai
2) kada reikia pradėti ir baigti kiekvieną užsakymo kiekvieną gamybos operaciją ir kokiu įrenginiu (staklėmis)
3) koks turi būti optimalus kiekvieno įrenginio darbo laiko grafikas.
4) Kurie įrenginiai ir kurias laikotarpiais bus labiausiai apkrauti, o kurie mažiausiai.
Gamybos operacijų planavimo rezultatus programa parodo grafiškai. Suformuojamos trys planų formos:
1) Užsakymų (projektinėje gamyboje Užsakymai dar vadinami Projektais) suplanuotos vykdymo eigos Ganto grafikas,
2) Kiekvieno darbo centro (įrengimo, staklių) gamybos užsakymų operacijų vykdymo planas
3) Bendras visų darbo centrų apkrovimo kalendorinis grafikas.
Visi šie trys grafikai rodo kas suplanuota į priekį nuo šios dienos.
Automatizuotas gamybos planavimas, net ir esant labai dideliems užsakymų kiekiams, vyksta labai greitai, todėl keičiantis gamybos situacijai planas pastoviai gali būti perplanuojamas. Perplanavimas vyksta kiekvieną kartą atidarant grafiko modulį panaudojant paskutinius atnaujintus duomenys, kurie pastoviai atsinaujina kai atsiranda naujas užsakymas, koks nors darbuotojas įvykdo savo gamybos operaciją ar gaunamos užsakytos medžiagos, ar užpajamuojamas pagamintas pusgaminis ar gaminys.
Tam kad palyginti ar suplanuotos operacijos buvo atliktos pagal planą, programa suformuoja kalendorinį Ganto grafiką-ataskaitą, kuriame parodo koks buvo pirmą kartą planuojat, o šalia kiekvienai operacijai parodo kada jį buvo atlikta ir per kiek laiko.
Užsakymų vykdymo Ganto grafikas
Šis grafikas tarnauja gamybos vadovui ar vadybininkams bendram vaizdui susidaryti apie planuojamą užsakymų vykdymą.
Užsakymų vykdymo Ganto grafike programa parodo visus gamybos užsakymus-kada programa suplanavo juos pradėti ir kada baigti ir ar jie nevėluos.
Pasirinkus užsakymą, programa parodo kokios medžiagos reikalingos užsakymui pagaminti ir ar jos yra sandėlyje. jei nėra, tai parodo suplanuotą jų tiekimo grafiką.
Kiekvieną užsakymą galima išskleisti į gaminius ir pažiūrėti kada jie suplanuoti pradėti ir baigti gaminti.
Toliau, pasirinkus gaminius, galima pažiūrėti kada suplanuota gaminti jų pusgaminius bei pusgaminių pusgaminius..., ir kada suplanuotos gaminių užbaigimo operacijos (pav., surinkimas, pakavimas).
Analogiškai ir kiekvienam pusgaminių lygyje grafike rodomos suplanuotos pusgaminio gamybos operacijos bei jiems reikalingų pusgaminių gamyba.
Pasirinkus bet kurią gamybos operaciją, programa parodo ant kokio įrengimo (staklių) suplanuota vykdyti šią operaciją.
Pasirinkus įrengimą programa parodo to įrengimo suplanuota Ganto kalendorinį grafiką (žr. aprašymą žemiau).
Darbo centrų (įrengimų, staklių) operacijų planai
Šis grafikas skirtas susipažinti su kiekvieno darbo centro planais.
Kiekvienam pasirinktam darbo centrui programa parodo suplanuota užsakymų vykdymo eilę, kokius gaminius ir kokias tiems gaminiams operacijas turi atlikti darbo centras ir per kiek laiko. Kalendoriniame grafike programa pavaizduoja kokiomis dienomis ir valandomis operacijos turi būti vykdomas, koks suplanuotas kiekvieno įrengimo darbo laikas,-kada jo darbo pradžia, pabaiga, pertraukos.
Įrengimų darbo planus galima atspausdinti arba eksportuoti į Excel failą.
Bendras visų darbo centrų apkrovimo kalendorinis grafikas.
Grafike parodomos visi darbo centrai ir jų planuojamas apkrovimas procentais kiekvieną darbo dieną.
Šis grafikas skirtas darbo centrų planuojamo apkrovimo analizei, kad gamybos vadovas, matydamas gamybos siauras vietas, iš anksto galėtų imtis priemonių gamybos pralaidumui padidinti.
Ši forma taip pat tarnauja tam, kad gamybos vadovas galėtų nurodyti planavimo ir valdymo programai kokie darbuotojai gali su kokiomis staklėmis dirbti.
Bendru atveju galima nurodyti kiekvienoms staklėms po kelis darbuotojus. Tai kad staklėms gali būti nurodoma po kelis darbuotojus mokančius su jomis dirbti panaudojama planavime.
Programa planuodama didinti staklių darbo laiką patikrina ar yra daugiau negu vienas darbuotojas kad pratęsti staklių darbo laiką. Jei vienoms staklėms dėl didelio apkrovimo jį pailgina, tada kitoms sutrumpina, prieš tai patikrinusi ar bus darbuotojas, kuris galės dirbti su staklėmis jei bus prailgintas jų darbo laikas ir kad bendras darbo valandų skaičius neviršytų įstatymo numatytą skaičių per mėnesį.
4. Planavimo rezultatų panaudojimas automatizuotam gamybos valdymui
Programos pagalba suplanuotas detalus,- iki operacijų lygio, gamybos planas sudaro prielaidas pilnai automatizuoti gamybos valdymą, kai užduotis kokias medžiagas ir kada perduoti kokio užsakymo gamybai, ką ir kada gaminti bei kurioje darbo vietoje, darbuotojai gauna ne iš gamybos vadovų, meistrų ir pan, o iš programos.
Medžiagų perdavimas į gamybą
Darbuotojas atsakingas už medžiagų perdavimą į gamybos vietas, prisijungęs prie programos mato kada,- kokią dieną ir valandą, kokio užsakymo gaminiai ar pusgaminiai suplanuoti pradėti gaminti.
Atėjus laikui, darbuotojas pasirenka užsakymą, o programa parodo kokias medžiagas ar (ir) pusgaminius reikia perduoti užsakymo gamybai ir kur jie yra padėti sandėlyje.
Pastaba. Jei programa rodo kad šiandien suplanuota užsakymo gamybos pradžia, reiškia tam užsakymui medžiagos yra sandėlyje, kitaip programa perplanuotų užsakymo gamybos pradžią kitai dienai.
Surinkęs medžiagas, jis patvirtiną jų perdavimą iš sandėlio į gamybą ir pristato į gamybos vietą.
Gamybos operacijų valdymas
Kai darbuotojas gamybos terminale prisiregistruoja, programa identifikuoja koks tai darbuotojas, su kokiomis staklėmis jis gali dirbti, koks šiuo metu stovi eilėje pirmas darbas ir parodo darbuotojui ekrane gamybos užduotį.
Darbuotojas vienu paspaudimu ekrane pasirenka užduotį, o programa užregistruoja kada užduotis pradėta, kas ją pradėjo ir pradeda skaičiuoti gamybos laiką.
Darbuotojas pabaigęs užduotį vėl prisiregistruoja terminale ir užduotyje patvirtina pabaigą, bei įveda pagamintų gaminių skaičių.
Programa užregistruoja kada baigta gamybos operacija (arba kada prasidėjo pertrauka), kiek truko operacija, apskaičiuoja atlyginimą darbuotojui už atliktą užduotį, užpajamuoja ruošinius, jei tai ne paskutinė operacija, arba pusgaminius ar gaminius, jei tai buvo paskutinė operacija, bei automatiškai nurašo panaudotas medžiagas į užsakymo savikainą.
Jei darbuotojas įvedė, kad atlikdamas savo gamybos operaciją jis pagamino visą užsakymo kiekį, programa jam parodo vykdymui sekantį suplanuotą užsakymą.
5. Planavimo automatizuotų sprendimų naudos vertinimas įmonei
Gamybos planavimo automatizavimas duoda didžiausią ekonominę nauda įmonei palyginus su kitų funkcijų automatizavimu, kadangi gamybos resursai-staklės, darbininkai, patalpos, elektra, sudaro didžiąją įmonės išlaidų dalį.
Kaip jau rašėme šiame straipsnyje aukščiau, dėl nestandartinės gamybos darbo specifikos nemažai laiko šie resursai prastovi.
5.1. Išlaidų ekonomija
Resursų taupymas ir mažesnė produkcijos savikaina
Gamybos planavimo programa turėdama duomenis realiu laiku gali apskaičiuoti ir suplanuoti tokį gamybos planą, kad resursai kuo mažiau prastovėtų, bei pateikti pagal šį planą užduotis darbininkams vykdyti realiu laiku. O tai leidžia sumažinti tas nelabai matomas darbuotojų prastovas, kai jie neturėdami pakankamai darbo, jį imituoja.
Mūsų daryti eksperimentai parodė kad programa gali taip suplanuoti gamybą, kad visi turimi klientų užsakymai būtų pagaminti per 20% trumpesni laiką, o tai reiškia pačios gamybos, neskaitant medžiagų, savikainos sumažėjimą tokiu pat dalimi.
Suprantama, kad kuo daugiau užsakymų atlieka įmonė ir kuo daugiau jį turi resursų, tuo planavimo ekonominis efektas bus didesnis.
Valdymo personalo darbo laiko taupymas
Kitas ekonomijos šaltinis yra gamybos valdymo personalo darbo laiko ekonomija. Kadangi planavimas pilnai automatizuotas, tai tiek laiko, kiek anksčiau užimdavo rankinis planavimas, tiek laiko atsilaisvins ji automatizavus. Nors šiuo atveju atlyginimų nesutaupysime, nes gamybos vadovai yra reikalingi dėl daugelio funkcijų, tačiau jiems liks daugiau laiko spręsti kitas gamybos valdymo problemas, kas padidins gamybos efektyvumą.
Išlaidos medžiagų sandėliavimui
Kadangi programa gan tiksliai suplanuos kada reikia medžiagų užsakymų vykdymui, tai galėsite jas užsakyti žymiai anksčiau ir suplanuotam užsakymų gamybos pradžios terminui, todėl didesnė tikimybė kad medžiagas nupirksite pigiau ir mažiau jos prastovės sandėlyje laukdamos užsakymų, kuriems jos buvo užsakytos, gamybos pradžios
5.2. Kita nauda
Automatizavus gaunama ir kita nauda, kurią gal sunkiau išreikšti ekonominiais rodikliais.
Pirmiausia, dėl tikslesnio planavimo ir geresnės terminų laikymosi kontrolės geresni santykiai su klientais, o tai neretai atsiliepia į didesnius jų užsakymus.
Geresnis darbų planavimas atsilieps ir ir darbininkų darbo efektyvumą ir, tuo pačiu, į jų atlyginimų padidėjimą.
Daugiau apie gamybos planavimo automatizavimą